


Line balancing is one of those production levers that rarely gets attention until the floor starts “feeling” slow, queues pile up at one station, another team waits with nothing to do, and overtime quietly becomes the normal way to hit targets. When work is uneven, you not only lose speed but also consistency, quality, focus, and cost control.
At its core, line balancing aligns actual cycle times and workloads across stations so that flow remains stable from start to finish. It directly tackles bottlenecks, idle time, and operator overload, issues that often appear as “busy work” on the surface but steadily erode margin underneath.
In this guide, you will learn the practical steps, KPIs, and common pitfalls of line balancing. You will also see how modern manufacturing software supports it with scheduling, WIP visibility, and real-time dashboards.
Key Takeaways
|
What Is Line Balancing?
Line balancing is a production optimisation strategy that aims to equalise the workload across all stations on an assembly or manufacturing line. The primary goal is to ensure that the time required to complete tasks at each workstation is roughly the same as, or close to, the Takt Time.
The fundamental principle behind line balancing is synchronization and flow. Imagine an orchestra where each musician plays at a different tempo; the result would be chaotic and unpleasant. Line balancing acts as the conductor, ensuring the entire production line moves in a harmonious and efficient rhythm, perfectly paced to meet customer demand.
Why Is Line Balancing Important for Your Manufacturing Business?
 Implementing line balancing is more than just a technical exercise; it’s a strategic decision that directly impacts operational profitability and long-term sustainability. Let’s explore the specific, tangible benefits you can gain from implementing effective line balancing.
Implementing line balancing is more than just a technical exercise; it’s a strategic decision that directly impacts operational profitability and long-term sustainability. Let’s explore the specific, tangible benefits you can gain from implementing effective line balancing.
- Reduces bottlenecks and idle time: By distributing work evenly, no single station becomes a chokepoint, and operators or machines are not left waiting for work to arrive, maximising resource utilisation.
- Increases throughput and production output: A smooth, continuous flow allows more units to be completed in the same amount of time, directly boosting the factory’s overall output capacity.
- Optimizes labor and resource allocation: Line balancing ensures you use the optimal number of workers and machines to meet production targets, preventing overstaffing and reducing direct labor costs.
- Improves product quality consistently: When operators have a standardized, manageable workload, they are less likely to rush and make errors, leading to fewer defects and greater product consistency.
- Enhances employee morale and safety: A balanced workload reduces stress and physical strain, creating a fairer, safer work environment that can lead to higher job satisfaction and lower turnover.
Key Concepts and Metrics in Line Balancing
These concepts are the universal tools for measuring, analyzing, and objectively managing production workflows. These metrics help you set realistic targets, identify sources of delay, and measure the effectiveness of your improvements.
Here is a detailed explanation of the key concepts you will use extensively throughout the line balancing process.
- Takt time: Often called the heartbeat of production, takt time is the rate at which you need to complete a product to meet customer demand. It is not a measure of how fast you can work, but how fast you must work. It is calculated by dividing the available production time by the required customer demand in that period.
- Cycle time: The actual time it takes to complete all tasks at a single workstation, from start to finish, for one unit. In a perfectly balanced line, the cycle time of every workstation would be equal to or slightly less than the takt time.
- Lead time: The total time it takes for a single unit to move through the entire production process, from the first step to the final output. It includes processing time, wait time, and any other delays.
- Minimum number of workstations: This theoretical calculation determines the absolute minimum number of stations required to meet the production target. It is calculated by dividing the sum of all task times by the takt time.
- Precedence diagram: A visual tool that maps out all the tasks in a process in their sequential order. It shows which tasks must be completed before others can begin, helping to identify dependencies and constraints in the workflow.
A Step-by-Step Guide to Performing Line Balancing
After understanding the core concepts, it is time to put them into practice. The line balancing process is a systematic approach that transforms raw data about tasks and timings into an organized, efficient workflow.
Let’s begin the journey to transform your production line into a more productive, streamlined operation with this practical guide.
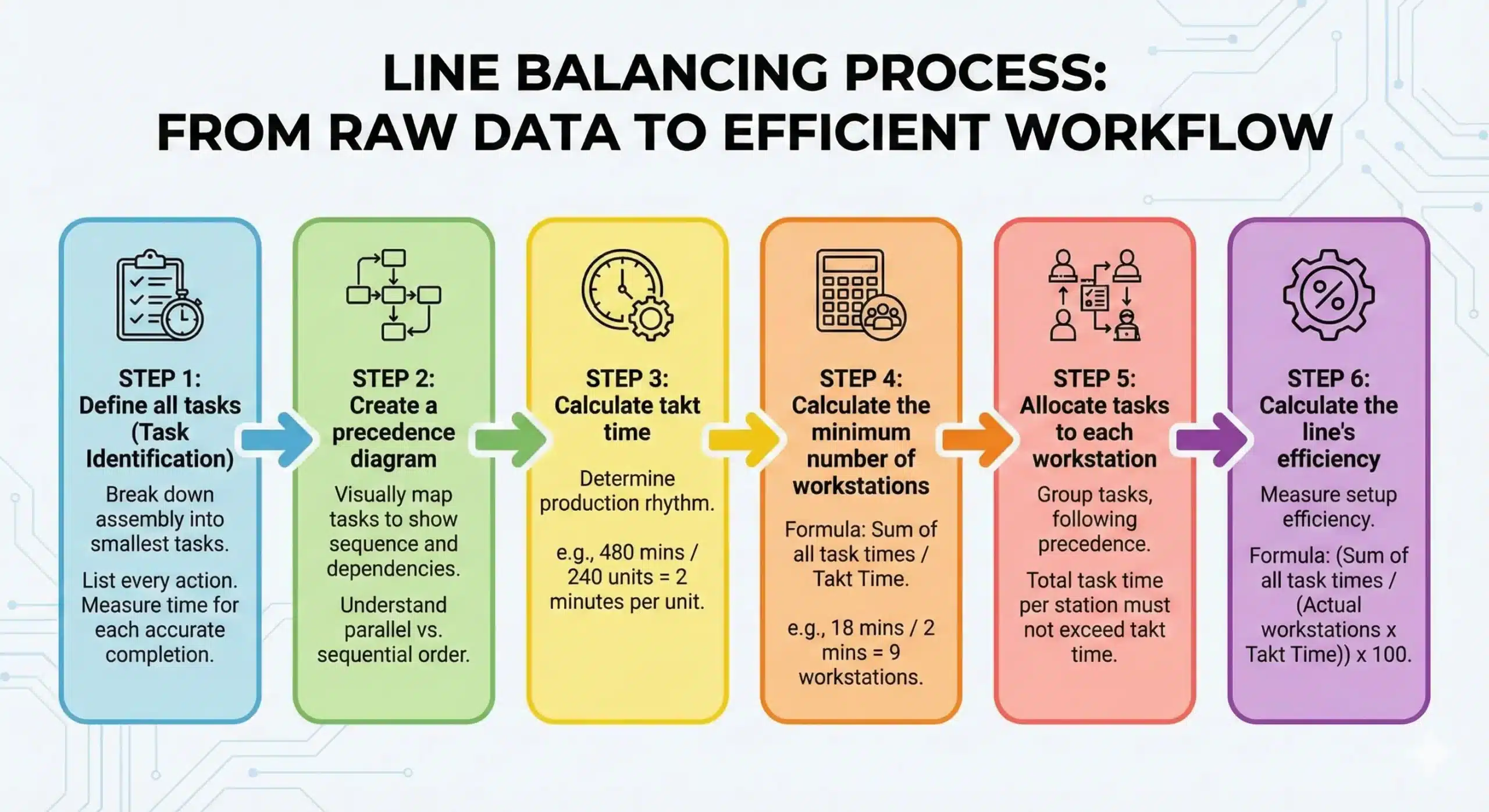
- Step 1: Define all tasks (task identification): The first step is to break down the entire assembly process into its smallest individual tasks. List every single action required to produce one unit and use a stopwatch or time study to measure the time it takes to complete each one accurately.
- Step 2: Create a precedence diagram: With all tasks identified, map them out visually to show their sequence and dependencies. This diagram is crucial for understanding which tasks can be done in parallel and which must be done in a specific order, forming the logical foundation for your work breakdown structure.
- Step 3: Calculate takt time: Determine the required production rhythm. For example, if your factory operates for 8 hours (480 minutes) and you need to produce 240 units to meet daily demand, your takt time is 480 / 240 = 2 minutes per unit.
- Step 4: Calculate the minimum number of workstations: Use the formula: Sum of all task times / Takt Time. If the total time to complete all tasks is 18 minutes and your takt time is 2 minutes, the theoretical minimum number of workstations is 18/2 = 9.
- Step 5: Allocate tasks to each workstation: This is the core of line balancing. Group the tasks into workstations, ensuring two rules are followed: the precedence relationships are maintained, and the total task time for each station does not exceed the takt time. Use a recognized method like the Longest Task Time or the Ranked Positional Weight method to guide this allocation.
- Step 6: Calculate the line’s efficiency: Once tasks are allocated, measure the efficiency of your new line setup. Use the formula: (Sum of all task times / (Actual number of workstations x Takt Time)) x 100. This percentage indicates how well you have utilized the available time.
Common Challenges in Line Balancing Implementation and Their Solutions
While the concept of line balancing appears straightforward, its real-world implementation is often fraught with complex challenges. A proactive approach, backed by technology and continuous improvement, can turn these common problems into strengths.
Here are some of the most frequent issues encountered during line balancing, along with practical and strategic solutions to address them effectively.
- Task time variability: Manual tasks rarely take the exact same amount of time across repetitions. This variability can throw off the line’s rhythm. Solution: Implement standardized work instructions to reduce process variation. Additionally, use a manufacturing execution system (MES) or ERP to track actual cycle times and adjust the balance dynamically based on real performance data rather than static estimates.
- Operator skill imbalance: Not all operators perform at the same speed or skill level. Placing a less experienced operator at a critical station can create a bottleneck. Solution: Develop a skills matrix to track employee competencies. Use this data for strategic job rotation and cross-training to create a more flexible workforce. Some advanced systems can even suggest task allocations based on operator skill levels.
- Fluctuating market demand: A line balanced for 500 units per day becomes inefficient if demand suddenly drops to 300. Solution: Design flexible production lines with multiple, pre-calculated balancing scenarios for different demand levels. As explained by industry experts at McKinsey, agility is key in modern manufacturing. Heijunka (production leveling) principles and technology can help smooth out production schedules to better absorb demand fluctuations.
- Resistance to change: Operators may be comfortable with the old workflow and resist changes to their tasks or station layout. Solution: Involve employees in the line balancing process from the beginning. Use their feedback to refine the plan and clearly communicate the benefits, such as a fairer workload and reduced stress. Demonstrating how the changes will improve their daily work is crucial for gaining buy-in.
The Role of Technology in Automating Line Balancing
In the era of Industry 4.0, relying solely on manual calculations and spreadsheets for line balancing is no longer sufficient. The complexity of modern production, characterized by high product variation and short product lifecycles, demands a solution that is dynamic, accurate, and operates in real-time.
Here is how technology specifically revolutionizes each aspect of the line balancing process:
- Automated real-time takt time calculation: Instead of manually updating takt time when demand changes, an integrated ERP system can automatically recalculate it based on new sales orders. This ensures the production pace is always aligned with real-time market demand.
- Digital simulation and line modeling: Before making physical changes on the factory floor, managers can use software to create digital twins of the production line. This allows them to simulate different task allocations and layouts to find the most efficient configuration without disrupting ongoing operations.
- Real-time bottleneck monitoring with IoT: By connecting machines with Internet of Things (IoT) sensors, the system can automatically detect when a station’s cycle time exceeds the takt time. It can then send instant alerts to supervisors, allowing them to address the bottleneck immediately before it impacts the entire line.
- AI-assisted dynamic task allocation: Advanced manufacturing systems can use Artificial Intelligence (AI) to suggest the optimal task distribution. These systems can consider multiple variables simultaneously, such as operator skill levels, machine availability, and task dependencies, to create a highly optimized and flexible line balance.
Measuring Line Balancing Success with the Right KPIs
A line balancing initiative does not end once tasks are reallocated. To keep results consistent, and to keep improving, you need ongoing monitoring so the line doesn’t “drift” back into bottlenecks and overtime habits.
The most practical way to do that is to track a small set of KPIs that reflect how work flows between stations, not just how busy the floor looks. Here are the most critical KPIs to monitor:
- Line Efficiency: The clearest indicator of balancing success. It compares total task time versus total available time, higher percentages usually mean less idle time and better use of labor.
- Balance Delay (Smoothing Index): Shows time lost to idleness caused by uneven station workloads. The closer this gets to zero, the less waiting you have across the line.
- Throughput Rate: Measures units produced per time period (e.g., units/hour). If bottlenecks are reduced, throughput should rise and stay stable, not spike only when overtime increases.
- Overall Equipment Effectiveness (OEE): Captures availability, performance, and quality. Better balancing often improves the performance component because machines operate at a steadier pace with fewer stop-start disruptions.
Singapore Industry Benchmarks to Set Realistic KPI Targets
In Singapore, KPI targets are often tied to business realities: manpower constraints, high labour costs, and expensive industrial space. The benchmark ranges below help translate the KPIs above into measurable, industry-specific target outcomes, useful for business cases, budgeting, or setting a realistic “Phase 1” goal.
| Singapore Key Industry | Target Efficiency (%) | Labor Cost Savings (SGD/Year) | Space Utilisation Improvement |
|---|---|---|---|
| Semiconductors / Electronics | 85–92% | 180k–450k | 6–12% |
| Precision Engineering | 80–90% | 120k–300k | 5–10% |
| BioMed / Pharma | 78–88% | 150k–380k | 4–8% |
| Food Manufacturing (High Automation) | 88–94% | 100k–260k | 6–14% |
| Aerospace Components | 78–86% | 160k–420k | 4–9% |
Tip: Scroll horizontally on mobile to view all columns.

How Line Balancing Supports Audit-Ready Operations
In Singapore’s tightly regulated manufacturing landscape, production efficiency is often judged alongside compliance. A data-backed line-balancing approach that combines precise cycle times with real-time WIP visibility helps manufacturers demonstrate that their operations are consistent, safe, and audit-ready.
Here is how line balancing aligns with Singapore’s key regulatory frameworks:
1. SS ISO 9001:2015 (Quality Management)
Adhering to the SS ISO 9001:2015 standard, adopted by Enterprise Singapore, requires rigorous process control and evidence-based decision-making.
Relevance: Line balancing reduces process variation by ensuring a consistent workload across stations. With structured WIP records, it becomes significantly easier to demonstrate full traceability and process stability during external audits, satisfying the stringent quality expectations of MNC partners.
2. WSH Act & Fatigue Management (MOM)
Aligned with the Ministry of Manpower’s (MOM) Workplace Safety and Health (WSH) Act guidelines on fatigue management, unbalanced production lines pose a safety risk.
Relevance: Chronic bottlenecks often force operators into excessive overtime, leading to fatigue and human error. By levelling production, manufacturers can reduce reliance on overtime and prevent operator burnout, supporting safer operations and providing clear evidence of risk control for MOM safety reviews.
3. Smart Industry Readiness Index (SIRI) by EDB
For companies aiming to improve their standing with the Economic Development Board (EDB), line balancing directly impacts the Smart Industry Readiness Index (SIRI) score.
Relevance: Measurable improvements in cycle time and WIP flow strengthen the “Process” maturity pillar. Furthermore, transitioning from manual spreadsheets to automated WIP tracking improves “Technology” readiness, demonstrating to the EDB and potential investors that your decisions are driven by live shop-floor data rather than assumptions.
4. SS 620: GDPMDS (Health Sciences Authority)
For manufacturers in the BioMed and MedTech sectors, this approach supports compliance with SS 620 (Good Distribution Practice for Medical Devices), as mandated by the Health Sciences Authority (HSA).
Relevance: In packing and dispatch, line balancing minimizes delays and handling errors during volume spikes. Digital WIP tracking ensures robust documentation of job status, QC holds, and release steps, which is critical for meeting HSA’s strict requirements for traceability and distribution control.
Singapore Precision Engineering Case Study: Line Balancing and Automated WIP Tracking
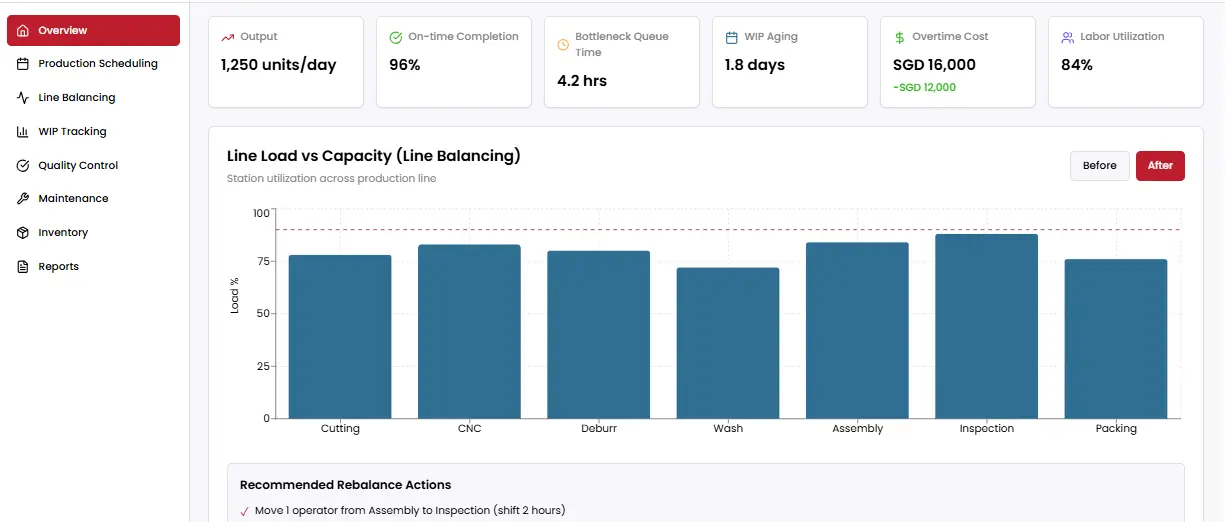
A precision engineering manufacturer in Jurong/Tuas was struggling with manpower constraints, frequent bottlenecks, and rising overtime. Work looked “busy,” but queues kept piling up at critical stations, leading to operator fatigue and inconsistent throughput.
What changed: the team applied line balancing using real cycle-time data and introduced automated WIP tracking so every job status was visible by operation, queue time, and due date. With controlled job releases and daily exception-based checks, they stabilised the flow rather than relying on overtime as a fallback.
Results (after 8 weeks):
- Output increased by 25%
- Overtime cost reduced by SGD 12,000/month
- Lower manpower dependency (more output without adding people)
Ops Director quote: “Once WIP became visible in real time, we stopped guessing where work was stuck. Line balancing became a daily habit, not a one-off exercise.”
How HashMicro supports this workflow:
To make line balancing sustainable (beyond spreadsheets), HashMicro helps teams connect production planning, WIP visibility, inventory, and quality controls in one system, so decisions are based on live shop-floor data.
Relevant features to highlight:
- Manufacturing Production Scheduling: Helps create production schedules based on demand data and factory capacity, ensuring smoother, more efficient production.
- Secret Recipe/BoM (Bill of Materials): Manages recipes or material compositions in secret and in a structured manner, ensuring product quality standards are maintained in every production batch.
- Manufacturing Quality Control: Provides a comprehensive quality control system at every stage to ensure the resulting products meet established standards.
- Machine Maintenance Management: Schedules automated machine maintenance to prevent downtime and maintain high productivity, supporting a continuously balanced line.
- Real-Time Production Dashboard: Delivers a visual display and real-time data to help managers make faster and more accurate decisions to maintain line balance.
With HashMicro, your company can enhance operational efficiency, data transparency, and business process automation. To see how our solutions can concretely help your business, do not hesitate to try our free demo now.

Conclusion
Line balancing is a core practice for keeping manufacturing operations efficient and lean. By aligning workloads across stations, companies can reduce bottlenecks, minimise idle time, and improve throughput without relying on overtime to hit targets.
In practice, line balancing works best as a continuous routine rather than a one-time exercise, and this is where digital tools matter. The right manufacturing software connects scheduling, WIP tracking, quality checks, and maintenance in one view, so supervisors can spot issues early and rebalance faster.
If you want to implement this more consistently, start with a free consultation to see how the software can support your line balancing workflow, especially for scheduling, WIP visibility, and KPI tracking in one place.
FAQ About Line Balancing
-
What is the main difference between Takt Time and Cycle Time?
Takt Time is determined by customer demand, while Cycle Time is the actual time it takes to complete a task at a workstation (what you *can* produce). The goal is to make cycle time equal to or less than takt time.|
-
Can line balancing principles be applied to service industries?
Yes, the principles are highly adaptable. In a service context, such as a call center or a fast-food restaurant, it involves balancing the workload (calls, orders) among employees to ensure smooth customer flow and minimal waiting times.
-
How often should a company rebalance its production line?
A line should be re-balanced whenever there is a significant change, such as a change in customer demand (affecting takt time), the introduction of a new product, a change in the process, or the implementation of new technology.

