

")
Manufacturing Resource Planning (MRP II) helps manufacturers plan materials, capacity, labour, inventory, and costs in one system.
It gives businesses better visibility over production and helps manage demand, resources, and operational costs more effectively.
This guide explains what MRP II is, how it works, how it compares to MRP I and ERP, and how manufacturing software supports production planning.
Key Takeaways
Production planning software helps manufacturers improve scheduling accuracy, manage resources efficiently, and reduce production delays.
Manufacturing inventory management helps businesses maintain optimal stock levels, reduce excess inventory, and avoid costly stockouts.
ERP for manufacturing companies connects production, inventory, purchasing, finance, and reporting in one integrated system.
What Is Manufacturing Resource Planning (MRP II)?

Manufacturing Resource Planning (MRP II) helps manufacturers plan materials, production, labour, capacity, inventory, and purchasing in one system.
It helps businesses determine what to produce, what resources are needed, and whether enough capacity is available to meet demand.
For Australian manufacturers, MRP II improves coordination across production, inventory, suppliers, and customer orders.
The Evolution: From MRP I to MRP II
MRP I (Material Requirements Planning) was developed to help manufacturers plan materials, inventory, purchasing, and production schedules.
As operations grew more complex, businesses also needed to manage capacity, labour, and production costs.
MRP II expanded MRP I by adding these capabilities, creating a more complete planning system and laying the foundation for modern ERP software.

Key Components of an MRP II System
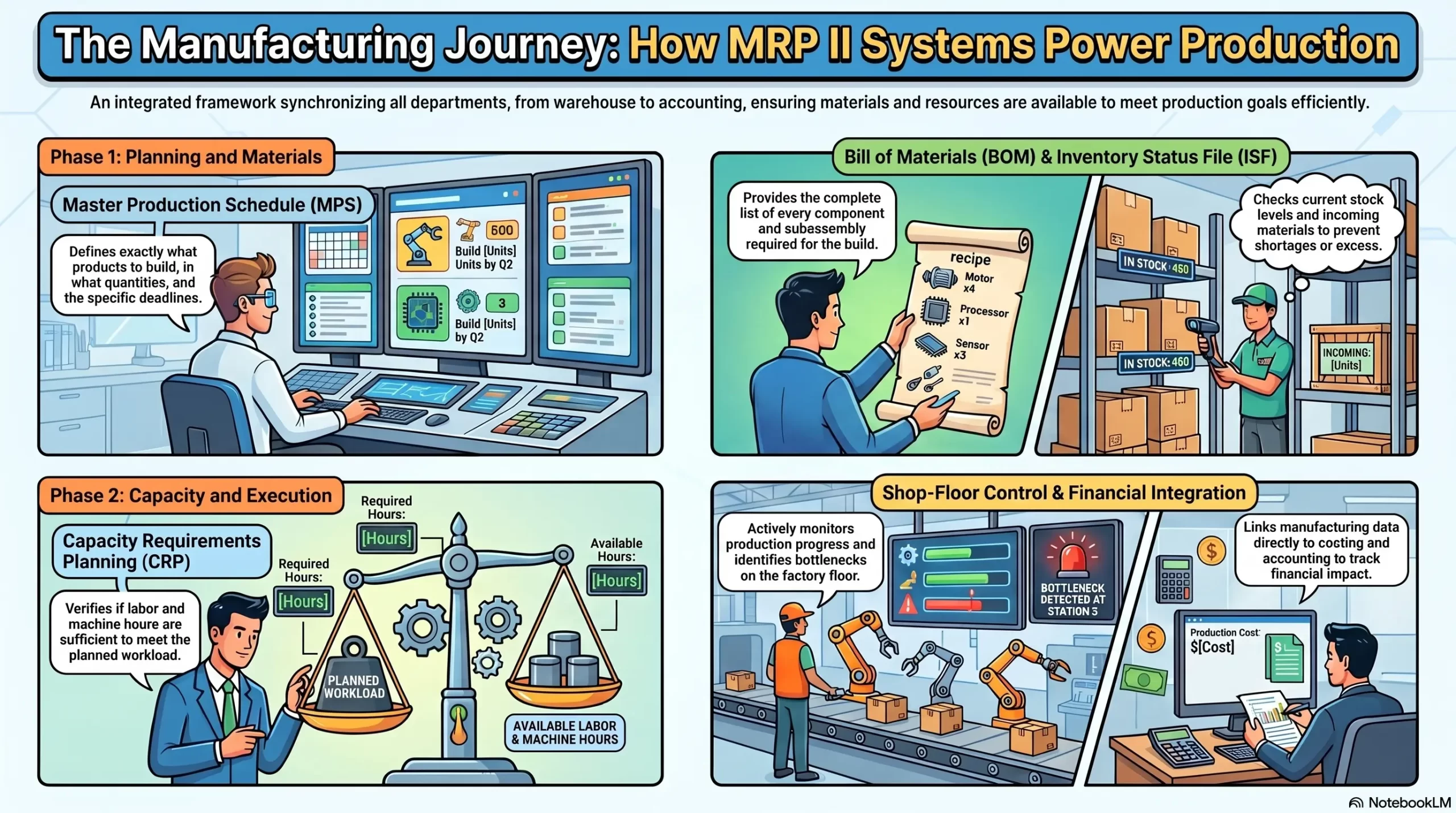
An MRP II system combines several planning tools that work together to support production, purchasing, inventory management, capacity planning, and cost control.
1. Master Production Schedule (MPS)
The Master Production Schedule (MPS) defines what products need to be produced, in what quantities, and by when. It provides a shared production plan for manufacturing, purchasing, warehouse, and sales teams.
2. Bill of Materials (BOM)
The Bill of Materials (BOM) lists all materials, components, and subassemblies required to make a finished product. Accurate BOM data ensures the system can calculate material requirements correctly.
3. Inventory Status File (ISF)
The Inventory Status File tracks available stock, allocated inventory, incoming materials, and safety stock levels. This helps manufacturers avoid stock shortages, excess inventory, and unnecessary purchasing.
4. Capacity Requirements Planning (CRP)
Capacity Requirements Planning (CRP) evaluates whether sufficient labour, machine time, and production capacity are available to meet planned workloads. It helps identify bottlenecks before they affect production schedules.
5. Shop-Floor Control and Financial Integration
Shop-floor control monitors production activity, while financial integration links manufacturing data with costing, purchasing, and accounting. Together, they help businesses track performance and understand the financial impact of production decisions.
How MRP II Works: Inputs, Processing, and Outputs
MRP II collects data such as customer orders, forecasts, inventory levels, production schedules, and available capacity to support production planning.
It uses this information to determine what materials are needed, when production should occur, and whether enough labour and capacity are available.
The system then generates production schedules, purchase recommendations, work orders, and inventory forecasts, helping manufacturers plan ahead and avoid disruptions.
MRP I vs MRP II vs ERP
MRP I, MRP II, and ERP are connected, but they serve different levels of business planning.
MRP I focuses mainly on what materials are needed for production. MRP II expands this by including capacity, labour, shop-floor activity, and financial planning. ERP goes further by connecting manufacturing with other departments across the business.
Key Benefits of Manufacturing Resource Planning
Manufacturing Resource Planning helps manufacturers improve planning, coordinate resources, and make better production decisions using connected operational data.
1. Improved Production Scheduling and On-Time Delivery
MRP II creates production schedules based on demand, materials, and available capacity. This helps businesses improve delivery performance and reduce scheduling disruptions.
2. Reduced Inventory Costs and Fewer Stockouts
MRP II calculates what materials are needed and when they are required. This helps reduce excess inventory while avoiding shortages that can delay production.
3. Better Capacity Utilisation and Bottleneck Prevention
Capacity planning helps manufacturers identify overloaded machines, teams, or work centres before they affect production. This supports better workload balancing and resource use.
4. Integrated Financial Planning and Cost Visibility
MRP II connects production activities with cost data, giving manufacturers better visibility into materials, labour, and overall production costs.
5. Supply Chain Coordination Across Departments
MRP II helps sales, purchasing, warehouse, production, and finance teams work from the same planning data. This improves coordination and supports faster decision-making.
When Should Your Business Upgrade from MRP I to MRP II?
A business should consider MRP II when material planning alone is no longer enough to manage production effectively.
Common signs include frequent stockouts, production delays, capacity constraints, or disconnected planning processes.
MRP II helps solve these issues by connecting materials, capacity, labour, and production planning in one system.
How Manufacturing Software Supports MRP II
Manufacturing software supports MRP II by connecting production planning, inventory, purchasing, work orders, and reporting in one system.
It helps manufacturers manage materials, schedule production, track capacity, and control costs more accurately.
HashMicro’s manufacturing software combines production, inventory, procurement, and accounting in one platform, giving businesses better visibility and control over operations.
Conclusion
Manufacturing Resource Planning (MRP II) helps manufacturers plan materials, production, capacity, labour, and costs in one system.
Compared with MRP I, MRP II provides better visibility across production resources, helping businesses improve planning, coordination, and cost control.
With integrated manufacturing software, manufacturers can reduce inefficiencies, improve production planning, and make better operational decisions.
If you’re considering MRP II software, consult with our experts for free to find the right solution for your manufacturing needs.
Frequently Asked Question
The key components of MRP II are the Master Production Schedule (MPS), Bill of Materials (BOM), Inventory Status File (ISF), Capacity Requirements Planning (CRP), shop-floor control, and financial integration.
MRP II focuses on manufacturing planning, while ERP connects manufacturing with finance, sales, procurement, HR, and other business functions.
The five points are demand planning, material planning, capacity planning, labour planning, and financial planning.
The four elements of MRP are the Master Production Schedule, Bill of Materials, inventory records, and material planning calculations.
Yes. MRP II helps small manufacturers manage production, inventory, purchasing, and costs more efficiently as they grow.
