




Manufacturing and supply chain management live and die by precision. Global markets, unstable raw material supply, and rising customer expectations make inefficiency costly. To manage this, companies use structured planning methods like material requirement planning (MRP) to ensure materials are available on time.
Before software, manufacturers ran production planning on spreadsheets and paper that often caused shortages or excess stock. In Malaysia, initiatives by Malaysia Digital Economy Corporation support the adoption of digital manufacturing practices. Today, MRP helps guide production planning and inventory control more accurately.
By calculating exact material needs based on production schedules, Material Requirement Planning (MRP) reduces uncertainty in supply chains. This article will discuss how MRP improves efficiency and supports better production planning.
Key Takeaways
Material Requirement Planning (MRP) helps manufacturers plan what materials are needed, how much, and when to ensure efficient production.
Core components of Material Requirement Planning (MRP) include MPS, ISF, and BOM, which support accurate and efficient production planning.
Lot-sizing rules in Material Requirement Planning (MRP) determine how much to order by balancing ordering costs and inventory holding costs.
Discover how MRP can improve production efficiency through practical insights and real-world applications. Click the banner below to access trusted resources tailored to your business needs.

What is Material Requirement Planning (MRP)?
Material requirement planning (MRP) is a system that helps manufacturers plan the materials needed for production. It calculates what materials are required, how much is needed, and when they must be available based on production schedules, inventory levels, and customer demand.
MRP helps manufacturers avoid material shortages, excess stock, and production delays. With clearer material planning, businesses can keep production running smoothly, reduce storage costs, and use working capital more efficiently.
The Concept of Independent vs. Dependent Demand
Before diving into how material requirement planning works in practice, it’s essential to understand the core principle behind it. Recognizing this difference is the key to making efficient production planning possible and smarter inventory control.
| Aspect | Independent Demand | Dependent Demand |
|---|---|---|
| Definition | Demand for finished goods or end items | Demand for raw materials, components, and sub-assemblies used in production |
| Driven By | External market conditions, consumer preferences, seasonality, and economic factors | Directly derived from the independent demand of the finished product |
| Planning Method | Must be forecasted using historical data, market trends, and campaigns | Calculated mathematically from the production schedule, not forecasted |
| Demand Pattern | Continuous with random fluctuations | “Lumpy” or episodic — needed in specific quantities at specific times |
| Example | 1,000 finished bicycles forecasted for next month | 2,000 wheels, 1,000 handlebars, and 2,000 pedals derived from the bicycle forecast |
Understanding the difference between independent and dependent demand is the foundation of effective material requirement planning. By forecasting customer demand and mathematically deriving the exact materials needed, businesses can eliminate guesswork, prevent overstocking, and avoid production delays.
"Understanding dependent demand is what makes MRP actually useful in practice. It’s what keeps production aligned, inventory under control, and operations running without constant disruptions."
The Core Components of Material Requirement Planning (MRP)

An effective planning system relies on accurate data to create reliable production and purchasing schedules. Material requirement planning (MRP) is built on three main components: the Master Production Schedule (MPS), Inventory Status File (ISF), and Bill of Materials (BOM). Together, these elements support efficient production planning.
1. The Master Production Schedule (MPS)
The Master Production Schedule (MPS) is the main driver of the planning process. It outlines what products need to be produced, in what quantities, and at specific times. The MPS breaks down overall production targets into smaller, time-based plans, such as weekly or daily goals.
To be effective, the Master Production Schedule (MPS) must reflect actual production capacity. It also uses time fences to keep schedules stable, where short-term plans are fixed and long-term plans remain flexible for adjustments based on updated forecasts.
2. The Inventory Status File (ISF)
The Inventory Status File provides a real-time view of all available materials in the system. It allows planners to understand current stock levels before deciding what needs to be ordered. This ensures that purchasing decisions are based on accurate inventory data.
The ISF contains critical data for every single item managed by the facility, including:
- On-Hand Balance: The physical quantity of the item currently sitting in the warehouse.
- Allocated Inventory: Items that are physically in the warehouse but have already been reserved for a specific, upcoming production order and are therefore not available for new requirements.
- Scheduled Receipts: Orders that have already been placed with suppliers or the internal manufacturing floor and are scheduled to arrive on a specific date.
- Lead Times: The time required to procure or manufacture the item.
- Lot-Sizing Rules: The specific mathematical rules governing how quantities of this item should be ordered (e.g., order in multiples of 100).
- Safety Stock Levels: The minimum buffer stock maintained to protect against unforeseen supply chain disruptions.
3. The Bill of Materials (BOM)
The Bill of Materials is a detailed list of all components needed to produce a finished product. It acts as a structured guide that shows every material, part, and sub-assembly required in the production process.
Accuracy in the BOM is critical, as even small errors can lead to missing components and production delays. Typically, the BOM is organized in levels, starting from the finished product down to individual raw materials, making it easier to manage complex product structures.
How the Material Requirement Planning Process Works?
Material requirement planning (MRP) follows a structured calculation process often called “MRP explosion.” It starts with demand from the Master Production Schedule (MPS), then breaks it down through the Bill of Materials (BOM), and checks it against inventory data from the Inventory Status File (ISF). This step-by-step process helps generate accurate purchasing and production plans.
Step 1: Determining Gross Requirements
The process begins by identifying the Gross Requirements for an item. For a Level 0 item (the finished good), the Gross Requirement is simply the quantity dictated by the Master Production Schedule for a specific time period (bucket). For components, the requirement is calculated from the demand of parent items in the BOM, ensuring every part is accounted for.
Step 2: Factoring in Scheduled Receipts
The system then reviews existing orders that are already in progress. These incoming materials are expected to arrive at certain times and help reduce the need for placing new orders. This step prevents duplicate or unnecessary purchasing.
Step 3: Calculating Projected Available Balance (PAB)
MRP calculates the expected inventory level for each period. It combines previous stock, incoming materials, and current demand to estimate how much inventory will remain. It is calculated using the following basic formula:
PAB = Previous Period’s PAB + Scheduled Receipts – Gross Requirements.
If the balance drops below zero or below the safety stock level, it indicates a shortage that needs action.
Step 4: Determining Net Requirements
When a shortage is identified, the system calculates the exact amount of material required. This ensures that only the necessary quantity is ordered while still maintaining a safe buffer to avoid disruptions in production. The formula is:
Net Requirement = Gross Requirement – (Previous PAB + Scheduled Receipts) + Safety Stock.
Step 5: Generating Planned Order Receipts
The Planned Order Receipt is the quantity that must actually arrive in the time bucket to satisfy the Net Requirement. The quantity may be adjusted based on order rules, such as minimum order sizes or supplier packaging requirements, rather than matching the exact shortage.
Step 6: Executing Planned Order Releases
Finally, the system determines the Planned Order Release. It works backward from the required delivery date and considers lead times to ensure materials arrive exactly when needed, helping keep production running smoothly without delays.
Lot-Sizing Rules in Material Requirement Planning
In material requirement planning, lot-sizing rules help businesses decide how much material to order for production. The goal is to balance two things, ordering costs and inventory holding costs. Here are the common lot-sizing methods used in MRP:
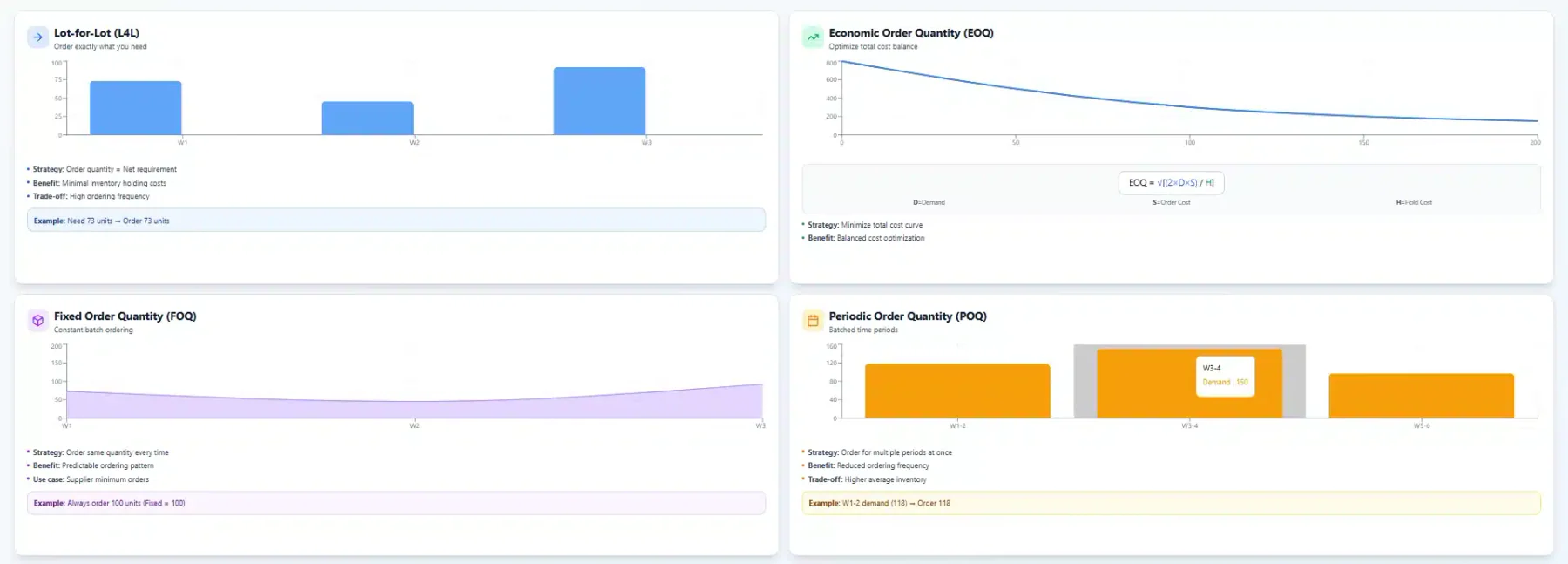
1. Lot-for-Lot (L4L)
Lot-for-Lot is the simplest method, where the system orders exactly the amount needed for each period. If the net requirement is 73 units, the order will also be 73 units. This approach keeps inventory levels very low, making it suitable for high-cost or fast-changing items. However, it can increase ordering frequency and related costs.
2. Economic Order Quantity (EOQ)
Economic Order Quantity (EOQ) calculates the ideal order size to balance ordering and storage costs. It helps businesses find a cost-efficient quantity based on demand and cost factors. However, EOQ assumes stable demand, so it works best for items with consistent usage rather than fluctuating production needs.
The formula is:
EOQ = Square Root of [(2 *Annual Demand* Ordering Cost) / Holding Cost per Unit].
3. Fixed Order Quantity (FOQ)
With Fixed Order Quantity, the system orders a set amount each time, regardless of actual needs. This is often based on supplier rules like minimum order quantities or packaging limits. If demand is lower than the fixed amount, the excess inventory is carried over for future use.
4. Periodic Order Quantity (POQ)
Periodic Order Quantity groups material needs over several periods into one order. Instead of ordering frequently, the system places orders at set intervals and covers multiple requirements at once. This reduces ordering frequency while keeping inventory levels under control.
Several Benefits of Implementing Material Requirement Planning
Implementing material requirement planning (MRP) helps manufacturers move from reactive operations to more organized and proactive systems. It creates better coordination across production, inventory, and purchasing activities. As a result, the impact can be seen across the entire business, from daily operations to overall financial performance.
1. Drastic Reduction in Inventory Levels
Material Requirement Planning (MRP) reduces the need for large safety stock by ensuring materials arrive only when needed. This helps minimize unused raw materials and work-in-progress (WIP) inventory. With less inventory to store, companies can lower holding costs and free up capital for other business needs.
2. Optimization of Delivery and Lead Times
Material Requirement Planning (MRP) improves production flow by ensuring materials are available at the right time. This optimized flow directly reduces the overall delivery lead time to the end customer. When businesses can meet deadlines consistently, customer satisfaction and trust increase.
3. Enhanced Production Scheduling and Efficiency
With clear visibility into material availability, production managers can plan schedules more effectively. This helps reduce machine downtime, optimize workflows, and use resources more efficiently. MRP also helps identify potential bottlenecks early, allowing teams to adjust plans before issues occur.
4. Improved Supplier Relationships and Purchasing Leverage
Material Requirement Planning (MRP) gives purchasing teams better insight into future material needs. This allows them to plan orders in advance, negotiate better pricing, and avoid urgent purchases with higher costs. Over time, this leads to more stable and reliable relationships with suppliers.
Common Material Requirement Planning Challenges
Material requirement planning can improve production planning, but the system only works well when the data is accurate and the schedule is realistic. Here are the common MRP challenges businesses need to watch:
1. Inaccurate Data
Material Requirement Planning (MRP) depends on accurate information from the master production schedule, bill of materials, and inventory records. If the data is wrong, the system may create incorrect purchase orders, production plans, or stock requirements.
For example, a small error in the bill of materials can lead to material shortages or excess inventory. Regular stock checks and clean data are important to keep MRP reliable.
2. System Nervousness
System nervousness happens when small changes in demand, production schedules, or supplier deliveries create large changes across the MRP plan. This can make purchase recommendations change too often and confuse planning teams.
Businesses can reduce this issue by using time fences, firm planned orders, and better demand planning to keep the production schedule more stable.
3. Capacity Limitations
Basic MRP systems focus on material availability, but they may not always check whether the factory has enough machines, labor, or production capacity.
As a result, materials may arrive on time but still wait because production resources are unavailable. To avoid this, businesses should connect MRP with capacity planning or manufacturing resource planning tools.
Step-by-Step Implementation of MRP Systems
Implementing or upgrading a material requirement planning (MRP) system requires careful planning and a structured approach. It is not just about installing software, but also preparing data, processes, and teams. A well-planned implementation increases the chances of long-term success.
1. Data Cleansing and Preparation
Accurate data is essential for material requirement planning (MRP) to work effectively. Companies need to review and update inventory records, supplier lead times, and Bill of Materials (BOM) before using the system. Inaccurate master data is the primary reason these implementations fail, making this preparatory step absolutely critical to the project’s success.
2. Choosing the Right Software
Businesses should choose software that fits their production type and operational needs. It is also important to consider scalability and integration with existing systems like Enterprise Resource Planning (ERP) or accounting tools. Many companies now prefer cloud-based solutions for their flexibility and real-time access.
3. Change Management and Team Training
MRP changes how teams work, especially in production, purchasing, and warehousing. Clear communication and proper training help employees understand both how to use the system and why it matters. This reduces errors and improves overall adoption.
4. Phased Rollout vs. Big Bang
Companies can choose between launching the system all at once or rolling it out in stages. A phased approach is often safer, as it allows businesses to test the system, fix issues, and improve processes before full implementation.
Conclusion
Material requirement planning (MRP) helps manufacturers manage materials, control inventory, and keep production on track. By using accurate data and structured planning, businesses can reduce uncertainty, avoid stock issues, and improve overall efficiency. MRP connects demand, inventory, and production into one clear system that supports better decision-making.
For example, manufacturers need to know which materials depend on customer orders, which stock data must be updated, and which planning steps affect production schedules. When applied correctly, MRP not only lowers costs but also improves delivery performance and strengthens supplier relationships. However, its success depends on accurate data, proper system setup, and consistent monitoring to avoid common challenges.
To see how MRP can support your business in real situations, take the next step today. Try a free demo and explore how better planning can improve your production process and overall performance.

FAQ about Material Requirement Planning (MRP)
No, MRP is not limited to large enterprises. Small and medium-sized manufacturers can also benefit from using MRP, especially as they scale operations. With better planning, even smaller businesses can reduce waste, improve scheduling, and manage inventory more efficiently without needing large safety stock.
Yes, MRP is commonly integrated with ERP, accounting, and warehouse management systems. This integration allows data to flow across departments, reducing manual input and minimizing errors. As a result, companies gain better visibility across operations and can make faster, more informed decisions.
The results depend on how ready the company is in terms of data and processes. Businesses with clean data and clear workflows may see improvements within weeks, especially in inventory control and production flow. However, full optimization often takes a few months as teams adapt and fine-tune the system.
MRP is primarily designed for manufacturing, where material flow is critical. However, service businesses can adopt similar planning concepts for managing resources, schedules, and demand. While the structure may differ, the core idea of planning based on demand still applies.





