



A line stoppage costs more than the downtime itself. It costs the orders that get delayed, the overtime to catch up, and the trust you spend explaining it to clients.
Many businesses are turning to smart manufacturing to close this gap. Connecting IIoT, AI, analytics, and cloud platforms gives production teams continuous visibility and earlier warning of disruptions.
Smart manufacturing pulls previously fragmented production activities into one coordinated environment. This article explains how it works, how it differs from traditional automation, and what makes adoption succeed.
Key Takeaways
Smart manufacturing enables real-time visibility and automated decision-making across connected production environments.
Unlike traditional automation, smart manufacturing integrates IIoT, AI, and advanced analytics to support predictive and adaptive operations.
Successful adoption requires structured implementation, including digital readiness assessment, system integration, and workforce upskilling.
How Smart Manufacturing Works in Modern Production Environments
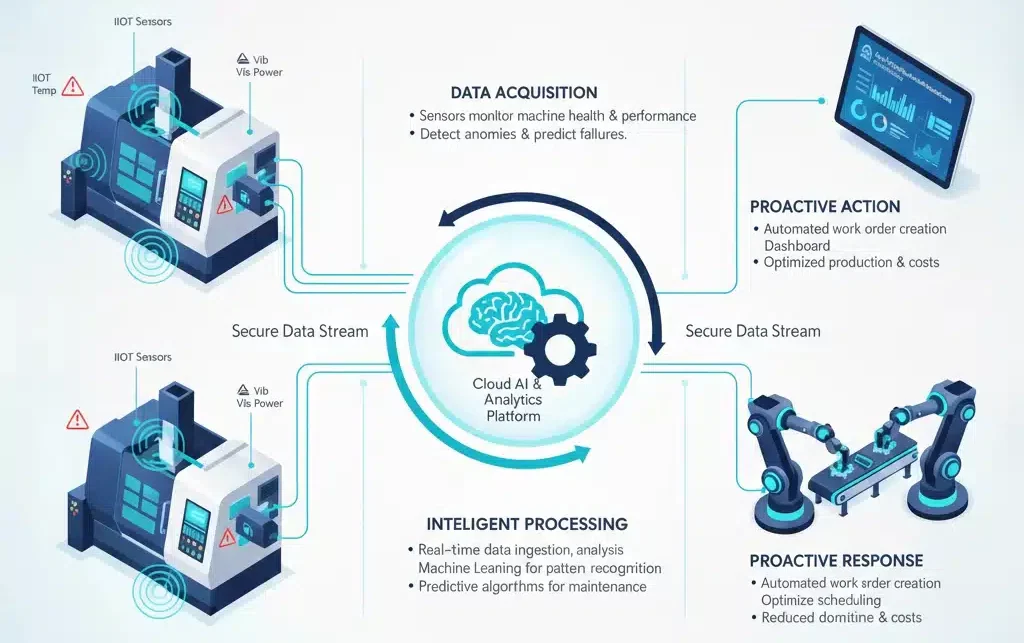
Smart manufacturing turns a factory floor into a living data network. Machines don’t just run; they report, flag anomalies, and trigger responses without waiting for a shift supervisor to notice.
Take a drill bit showing abnormal vibration. In a conventional plant, that goes undetected until something breaks. In a smart setup, the sensor catches it, maintenance gets scheduled, and production reroutes before the line stops.
Smart manufacturing also extends beyond the factory floor by connecting suppliers, production, and logistics into one data environment. Adoption is expanding as modular sensors and cloud-based platforms allow small and mid-sized manufacturers to implement smart capabilities incrementally.
Industry 4.0 and Smart Manufacturing: Understanding Their Roles in Modern Production
Industry 4.0 and smart manufacturing are used interchangeably, but they are not the same thing, and conflating them leads to misaligned technology investments.
Industry 4.0 refers to the broader macro-level shift toward cyber-physical systems, IIoT, and cloud-enabled industrial environments. It serves as the overarching strategic vision for digital transformation in manufacturing.
Smart manufacturing operates as the execution layer of Industry 4.0. It applies connected technologies and real-time data directly on the shop floor to deliver measurable operational outcomes.
Industry 4.0 addresses wider shifts, including smart cities and intelligent energy systems. Smart manufacturing stays focused on the production lifecycle, supply chain coordination, and product lifecycle management.
The table below shows where each one starts and stops.
| Aspect | Industry 4.0 | Smart Manufacturing |
|---|---|---|
| Definition | The fourth industrial revolution is driven by the convergence of physical and digital technologies. | The application of connected technologies and real-time data directly within manufacturing environments. |
| Scope | Broad, covering smart cities, intelligent energy systems, and wider economic transformation. | Focused on the production lifecycle, supply chain coordination, and product lifecycle management. |
| Role | Provides the overarching strategic vision and digital infrastructure for industrial transformation. | Serves as the execution layer that converts Industry 4.0 concepts into measurable operational outcomes. |
| Key Technologies | Cyber-physical systems, IIoT, cloud computing, and advanced connectivity infrastructure. | IIoT sensors, AI, digital twins, cobots, and MES or ERP platform integration. |
| Primary Focus | Macro-level shift in how industries and economies operate through digital convergence. | Shop floor performance, production efficiency, and real-time operational decision making. |
| Outcomes | Systemic industrial change, new business models, and cross-sector digital transformation. | Reduced downtime, improved quality, lower costs, and better supply chain visibility. |
Traditional Automation vs Smart Manufacturing in Modern Production
Running robotics and automated conveyors does not make a factory smart. What separates the two is whether those machines share data, flag problems, and adjust without waiting for someone to notice.
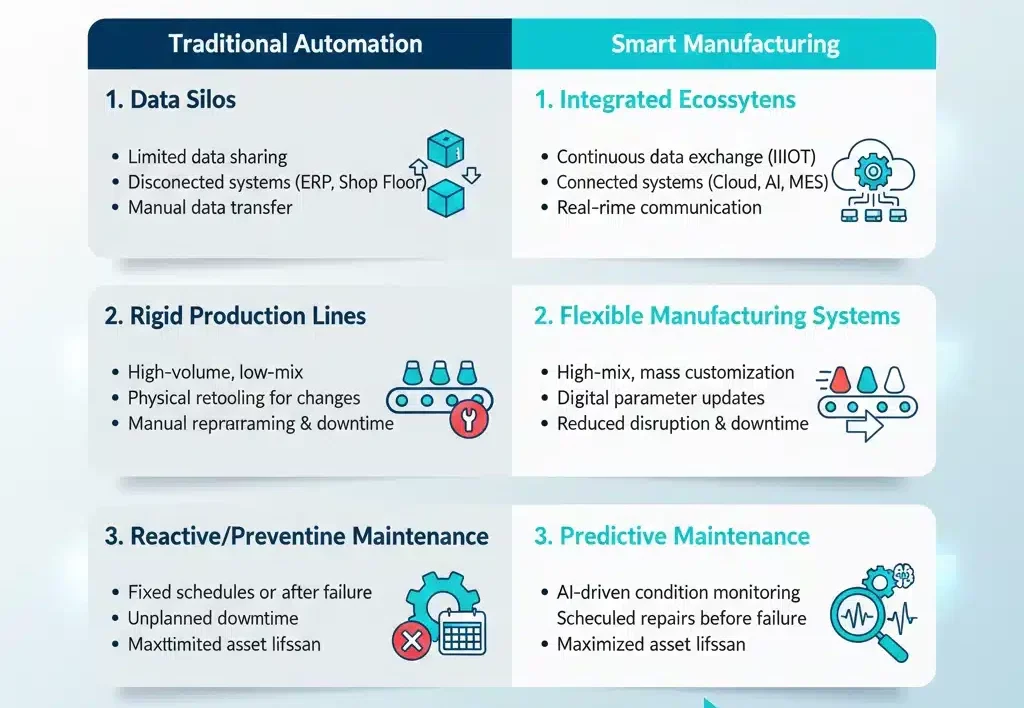
1. Data Silos vs Integrated Ecosystems
Smart manufacturing removes data silos by enabling continuous data exchange through IIoT. Production equipment shares status, quality, and performance data in real time across the line.
For example, a welding robot can communicate with an upstream stamping machine and adjust parameters if drift is detected. This coordination often extends to ERP and MES platforms, keeping shop floor activity aligned with enterprise planning.
2. Rigid Production Lines vs Flexible Manufacturing Systems
Traditional automation is designed for high volume, low mix production, with new variants requiring physical retooling, manual reprogramming, and planned downtime. This significantly limits responsiveness to changing production requirements.
Smart manufacturing enables more flexible production, including mass customization. Manufacturers can switch variants with minimal disruption by updating digital parameters rather than making mechanical changes.
3. Reactive Maintenance vs Predictive Maintenance Strategies
Traditional automation relies on preventive schedules or reactive repairs after failures occur. This approach can lead to unnecessary servicing or unexpected downtime.
Smart manufacturing uses predictive maintenance by analyzing vibration, temperature, and power data. AI models estimate failure risk, so maintenance is scheduled based on actual equipment condition.
Key Technologies Enabling Smart Manufacturing
No single tool makes a factory smart. It takes a combination of connected technologies working together, each feeding data into a shared environment that improves visibility and speeds up decisions.
1. Industrial Internet of Things (IIoT)
IIoT forms the foundation of smart manufacturing, connecting sensors, machines, and devices to centralized systems. These sensors continuously capture operational data such as temperature, pressure, speed, and humidity.
By converting machine activity into real time digital data, IIoT provides continuous visibility into production conditions. This data supports performance monitoring, anomaly detection, and automated decision-making across the factory.
2. Cloud and Edge Computing
IIoT environments generate large data volumes requiring scalable processing and storage. Cloud computing enables centralized analytics, while edge computing processes data locally for near instant response, reducing latency and supporting rapid automated actions.
3. Artificial Intelligence and Machine Learning
AI and machine learning convert IIoT data into actionable insights by analyzing historical and real time patterns. Common manufacturing applications include predictive maintenance, AI-based quality inspection, and generative product design.
4. Digital Twins
A digital twin is a virtual representation of a physical asset, process, or production system. It allows teams to simulate operational changes before applying them on the factory floor, reducing risk and improving planning accuracy.
5. Additive Manufacturing (3D Printing)
Additive manufacturing enables complex geometries difficult to achieve with traditional methods such as CNC machining. Within smart environments, 3D printers produce parts on demand, supporting faster iteration and lower spare parts inventory.
6. Collaborative Robots (Cobots)
Cobots operate safely alongside human workers using advanced sensors and safety controls. In smart manufacturing environments, they handle repetitive or physically demanding tasks while operators focus on higher value work.
Business Benefits of Smart Manufacturing
The case for smart manufacturing is not just operational. It shows up in costs avoided, defects caught earlier, and decisions made with better information than a weekly report ever provided.
1. Enhanced Efficiency and Productivity
Bottlenecks rarely announce themselves. By the time a supervisor spots one, the backlog has already built up. Real-time monitoring changes this by surfacing slowdowns the moment they start.
When a downstream packaging machine slows, upstream equipment adjusts automatically to keep the flow balanced. Less idle time, better asset use, and no manual intervention required.
2. Cost Reduction
Emergency repairs cost more than scheduled ones, not just in parts but in the scramble to fix things mid-run. Predictive maintenance reduces this by catching wear before it becomes a failure.
Quality control follows the same logic. Catching a defect at the inspection stage is far cheaper than catching it after it reaches a customer.
Energy is the less obvious win. Smart systems avoid running equipment at full load when demand does not require it, which adds up quickly in high-volume production environments.
3. Improved Quality and Compliance
Smart manufacturing enables end-to-end production traceability by recording data from each batch, component, and process step. When defects occur, manufacturers can trace the issue back to a specific machine, operator, or material batch.
Automated inspection using sensors and computer vision improves consistency compared to manual quality checks. This also simplifies compliance reporting and supports more targeted corrective actions.
4. Supply Chain Resilience
Disruptions rarely come with advance notice. What smart manufacturing offers is not immunity from them but faster recovery, because teams can see inventory gaps and capacity limits before they become crises.
5. Employee Safety and Satisfaction
Assigning hazardous or repetitive tasks to robots is not just a safety measure. It frees up operators for work that requires judgment, which tends to improve both engagement and long-term capability.
How Manufacturers Can Begin the Smart Manufacturing Journey
The biggest risk in a smart manufacturing transition is not moving too slowly. It is moving without a plan and ending up with pilot projects that never connect to anything real.
1. Digital Maturity Assessment and Strategic Alignment
The first step is assessing current digital maturity. Manufacturers should identify data silos, high friction processes, and gaps with the greatest business impact. Priority should focus on clearly defined use cases such as recurring downtime or high scrap rates.
Early alignment between IT and OT stakeholders ensures investments support measurable operational outcomes rather than isolated experiments.
2. Building the Required Digital Infrastructure
Before advanced analytics or AI can deliver value, foundational connectivity must be in place. This typically involves linking previously isolated equipment through sensors, IoT gateways, or embedded controllers.
For legacy machinery, retrofit sensors may be required. Manufacturers should also establish reliable industrial networks combining WiFi, private 5G, or wired connectivity. Cybersecurity must be addressed early as connectivity expands.
3. Integrating ERP and MES Platforms
Connected machine data becomes valuable only when integrated with enterprise systems. Synchronizing ERP and MES platforms enables end-to-end visibility across production, inventory, and manufacturing planning.
When properly aligned, these systems support faster decisions, more accurate production planning, and better cross-functional coordination.
4. Pilot First, Then Scale Strategically
Digitizing the entire factory at once introduces unnecessary risk. A focused pilot targeting a high impact use case is typically more effective.
Common starting points include predictive maintenance on critical assets or automated quality inspection. Once the value is proven, the solution can scale across additional lines or facilities.
5. Cultural Transformation and Workforce Upskilling
Technology alone does not guarantee success. Smart manufacturing requires organizational alignment and workforce readiness.
Operators & engineers must be able to interpret dashboards, respond to alerts, and work with an intelligent system for a manufacturing business. Leadership should rely more on data-driven decisions, backed by training and change management.
Real World Applications of Smart Manufacturing
Smart manufacturing principles are consistent, but where they deliver the most depends heavily on the industry. The priorities for an automotive plant look nothing like those for a pharmaceutical facility.
1. Discrete Manufacturing: Automotive and Electronics
In automotive and electronics, smart manufacturing supports mass customization and consistent quality. Modern lines are designed to handle high product variability without sacrificing throughput.
Connected automotive plants use Zebra RFID systems or Cisco industrial wireless networks to transmit configuration data to assembly robots from FANUC or KUKA, with each vehicle body carrying its own build specs through the line.
Electronics manufacturers apply AI-based visual inspection using Cognex or Keyence imaging systems to catch defects at the component stage, well before they compound into costly downstream rework.
2. Process Industries: Pharmaceuticals and Chemicals
In process industries, smart manufacturing is less about speed and more about control. A batch that drifts outside spec in pharma or chemicals does not just slow production; it can trigger a full regulatory review.
Continuous monitoring and automated adjustment keep production variables within tight tolerances, with systems like Emerson DeltaV or Honeywell Experion handling real-time control across critical process units.
Advanced process control systems pair live sensor data with digital twins built in AspenTech to simulate and stabilize operations before variables go out of range.
In regulated environments, automated data capture through tools like Endress+Hauser instrumentation supports end-to-end traceability, making audit readiness a byproduct of normal operations rather than a separate effort.
3. Retail and Distribution Integration
Smart manufacturing no longer stops at the factory gate. Retailers and distributors are now part of the same data loop, with demand signals feeding directly into production schedules.
POS data from systems like NCR or Lightspeed flows into planning tools, giving manufacturers a live read on what is moving off shelves and where inventory is thinning before a stockout happens.
4. E-commerce and Fulfillment Operations
E-commerce has made packaging variability a real operational problem. Orders that once came in predictable bulk now arrive in dozens of sizes, with customers expecting fast dispatch regardless.
Smart packing lines from Sparck Technologies use 3D scanning to generate right-sized packaging on demand, cutting material waste and reducing the dimensional weight penalties carriers charge.
Integration with logistics platforms like ShipBob or EasyPost enables automatic label generation and carrier routing, removing manual steps that slow down high-volume fulfillment operations.
5. Regional Spotlight: Smart Manufacturing in Australia
Australia presents a specific case. With manufacturing wages growth at a 16-year high and major export markets thousands of kilometers away, the efficiency argument for smart manufacturing is even stronger here than in other regions.
Government programs like the Modern Manufacturing Strategy have accelerated this shift across priority sectors, providing funding and frameworks that reduce the upfront barrier for smaller manufacturers.
Many Australian manufacturers are also exploring servitization, embedding Bosch or PTC ThingWorx-connected sensors into their products to generate ongoing monitoring data and open service-based revenue streams.
Implementing Smart Manufacturing Successfully
Projects stall when technology decisions are made before operational goals are defined. The businesses that get the most out of smart manufacturing start with a clear problem, not a technology wishlist.
1. Assess Digital Readiness and Define Priorities
The first step is evaluating the current OT environment by mapping legacy equipment, identifying data silos, and pinpointing high friction processes. High impact use cases such as recurring downtime, quality losses, or limited production visibility should be prioritized.
Selecting the right pilot is critical, with ideal candidates being assets with measurable pain points and accessible machine data.
2. Establish Scalable Data and Connectivity Foundations
Machines must be properly connected before advanced analytics or AI can deliver value. This involves deploying IIoT sensors, retrofitting legacy equipment, and strengthening industrial network infrastructure.
Cybersecurity readiness is equally important, as expanding connectivity increases the attack surface. Secure architecture, network segmentation, and access control must be established from the outset.
3. Integrate Operational and Enterprise Systems
Connected machine data becomes valuable only when contextualised within enterprise systems. Integrating MES with a comprehensive manufacturing solution enables end-to-end visibility across production, inventory, and planning.
Equipment temperature data alone offers limited insight, but combined with production context such as product type or load conditions, it becomes actionable intelligence.
4. Validate Value Through Targeted Pilot Programs
A focused pilot allows manufacturers to validate ROI, test data pipelines, and build internal confidence before scaling. Common starting points include predictive maintenance on critical assets, automated quality inspection, or real time OEE monitoring.
5. Avoid Common Implementation Pitfalls
Several recurring challenges can slow smart manufacturing initiatives:
- Pilot Purgatory: pilots succeed but fail to scale due to overly customized architectures
- Data Swamps: excessive raw data collection without governance creates analysis bottlenecks
- IT/OT Misalignment: conflicting priorities between uptime and security delay progress
Mitigation strategies include adopting open communication protocols such as MQTT or OPC UA, implementing edge data filtering, and forming cross-functional digital operations teams.
6. Build Long Term Capability and Future Readiness
As maturity increases, manufacturers can expand into advanced capabilities such as AI-driven generative design and digital twins. These moves businesses beyond basic monitoring toward predictive and autonomous operations.
Workforce readiness remains equally critical, with teams needing to interpret analytics and support data-driven decision-making for sustainable transformation.
How Manufacturing Software Helps Australian Manufacturers Embrace Smart Manufacturing
In Australia, manufacturing software is no longer just an internal operations tool. An Australian Industry Group survey found that 84% of businesses are actively adopting technology, but 54% are still hampered by skills constraints.
The skills gap is the real barrier. Most Australian manufacturers know what they need to do; the problem is finding people who know how to do it.
Manufacturing software addresses this directly by removing the need for deep technical expertise. Teams can connect systems, act on live data, and automate routine workflows without needing a specialist in the room.
- Centralised data management: Manufacturing software connects production, inventory, and planning data into one platform. Teams gain real time visibility without requiring multiple separate tools or specialist skills.
- Built-in IIoT integration: Many platforms provide pre-built connectors to sensors and shop floor equipment. This reduces the complexity of linking machines to enterprise systems.
- Automated reporting and compliance: Software automates production reporting and helps businesses meet GST and BAS obligations with less manual effort. This is particularly relevant for businesses reporting to the ATO.
- Scalable adoption: Manufacturers can start with core modules and expand capabilities incrementally as internal digital skills develop. This approach reduces the upfront cost and complexity of adoption.
- Workforce enablement: Dashboards and alerts are designed for operational staff, allowing teams to act on data without deep technical training. This directly addresses the skills gap highlighted in the Australian Industry Group research.
Conclusion
Smart manufacturing delivers the most impact when technology matches real operational needs. The right starting point is a specific, measurable problem: recurring downtime, quality losses, or poor visibility across shifts.
Every business has different priorities. Evaluating solutions based on scalability, connectivity, and practical fit helps avoid costly overbuilds and ensures the investment holds value as operations grow.
For companies assessing their next steps, a structured evaluation can help clarify the most suitable approach. If you want help shortlisting options, you can consult our expert anytime you are ready.
Frequently Asked Questions About Smart Manufacturing
The primary goal of smart manufacturing is to improve production performance through real time data visibility, automation, and advanced analytics. It enables manufacturers to reduce downtime, optimize resource utilization, and support faster operational decision making.
IoT connects physical equipment to digital systems, enabling continuous data collection and communication across the production environment. This connectivity supports real time monitoring, predictive maintenance, and better coordination between machines and enterprise platforms.
Digital twins create virtual representations of physical assets or processes. Manufacturers use them to simulate operational changes, test scenarios, and optimize performance before applying adjustments on the production floor.
Smart manufacturing improves end-to-end visibility across production and supply networks. With real time data on inventory, supplier performance, and demand signals, manufacturers can respond more quickly to disruptions and adjust production plans proactively.





