












Material Requirements Planning (MRP) is a system that helps manufacturers plan raw material purchases, production schedules, and inventory based on production demand. It helps businesses maintain the right stock levels, avoid shortages, and improve manufacturing efficiency.
Production delays cost manufacturers time, money, and customer trust. A missing component can halt entire lines and jeopardize deliveries. Managing materials manually increases the risks of stockouts & excess inventory.
A data-driven approach is the primary solution for modern enterprises. It removes this guesswork and brings order to complex production environments.
Material Requirements Planning (MRP) answers what is needed, how much, and when. This guide covers how MRP works and how production software for manufacturers supports manufacturing efficiency.
Key Takeaways
MRP is a supply planning system that calculates material needs based on actual production demand, ensuring components are available without excess inventory.
MRP requires three accurate inputs: a complete Bill of Materials, up-to-date inventory records, and a realistic Master Production Schedule.
Benefits of MRP includes reducing inventory carrying costs, improves on-time delivery, strengthens supplier relationships, and supports accurate product costing.
Key features are real-time inventory tracking, finite capacity scheduling, and what-if scenario planning tools for proactive risk management.
What Is Material Requirements Planning (MRP)?

MRP is a software-based production planning and inventory control system. It calculates exactly what materials, components, and subassemblies are needed, in what quantities, and when to order them. It ensures manufacturers can consistently meet customer demand and manage inventory without excess stock or costly production stoppages.
Before computerized MRP arrived in the 1960s and 1970s, manufacturers relied on manual calculations and reorder point systems. These methods caused frequent overstocking or stockouts that halted production lines.
Computerized MRP changed this by basing material calculations on actual demand for finished goods, rather than historical consumption patterns alone. This gave manufacturers a reliable method to plan purchasing and production together.
The core philosophy of MRP centers on dependent demand. Independent demand covers finished goods influenced by market forces, while dependent demand covers the components required to build those goods.
MRP takes the demand for a finished product and calculates the exact requirements for every component, sub-assembly, and raw material needed to produce it. This downward calculation is known as the BOM explosion.

How MRP Works in Manufacturing
MRP works by calculating backward from a finished product’s due date to determine when each component must be ordered or produced. This approach is known as backward scheduling.
It ensures all components arrive exactly when needed on the production floor, aligning with Just-In-Time manufacturing principles. The process follows a structured, logical sequence.
- Netting: The system calculates gross requirements, then subtracts on-hand inventory and items already on order to determine net requirements.
- Lot Sizing: The MRP system determines the optimal batch size to order or produce, governed by predefined rules such as Lot-for-Lot or Economic Order Quantity.
- Time Phasing: The system takes the date a component is needed and subtracts its lead time to calculate when the order must be released.
- BOM Explosion: The system repeats these steps for every level of the product structure, cascading from finished goods down to raw materials.
A simplified example: producing 100 dining tables for delivery on Day 30 requires 100 tabletops and 400 legs. If 20 tabletops and 50 legs are already in stock, the net requirement is 80 tabletops and 350 legs.
MRP then uses each component’s lead time to calculate when raw materials must be purchased and when assembly must start. This ensures the deadline is met without holding unnecessary stock from Day 1.
What Are the Main Inputs of MRP?
An MRP acts as a system for managing production that depends entirely on the quality of its input data. Flawed inputs produce incorrect schedules and purchasing orders that cause chaos on the shop floor.
The principle of Garbage In, Garbage Out applies absolutely to MRP. Three primary inputs must be maintained with precision for the system to function correctly.
1. Bill of Materials (BOM)
The BOM is a hierarchical list of all raw materials, components, and sub-assemblies required to manufacture a unit of a finished good. It must detail every relationship between components with accuracy.
If the BOM is missing a single fastener or consumable item, the MRP system will not order it. This can bring an entire assembly stage to a halt at the worst possible time.
Manufacturers use two BOM types: the Engineering BOM (EBOM) and the Manufacturing BOM (MBOM). MRP relies on the MBOM, which includes parts, packaging, workstations, and consumables used during production.
2. Inventory Records
Accurate inventory records are the second critical input for MRP. The system must know exactly what is in the warehouse, what is in transit, and what is allocated to existing production orders.
Key data points maintained in inventory records include:
- On-Hand Inventory: The physical count of items currently available in the warehouse.
- Allocated Inventory: Items physically on hand but already reserved for a specific upcoming production order.
- On-Order Inventory: Items ordered from suppliers but not yet received into the warehouse.
- Lead Times: The time required to acquire each item through purchasing or internal manufacturing.
- Safety Stock: A buffer quantity held to protect against supply disruptions or sudden demand increases.
Maintaining accuracy requires rigorous cycle counting, barcode scanning, and strict check-in and check-out protocols. Discrepancies between system records and physical counts cause direct production bottlenecks.
3. Master Production Schedule (MPS)
The Master Production Schedule defines what finished goods the factory will produce, in what quantities, and by what dates. It is the primary driver of all MRP calculations.
The MPS translates higher-level manufacturing planning into specific production targets. It accounts for firm customer orders, sales forecasts, and targeted finished goods inventory levels.
It also uses time fences to maintain production stability. The upcoming week’s schedule may be frozen while future periods remain flexible to accommodate changing market conditions.
What Are the Outputs of an MRP System?
After processing the MPS, BOM, and inventory records, the MRP engine produces actionable outputs that guide daily activities. These outputs are the operational deliverables of the MRP process.
Primary MRP outputs include:
- Planned Order Releases (Purchasing): Automated procurement recommendations specifying vendor, component, quantity, and exact order date based on lead time.
- Planned Order Releases (Manufacturing): Work orders for the shop floor detailing which sub-assemblies to produce internally, with start dates, completion dates, and required workstations.
- Action Messages: Recommendations generated when conditions change, advising teams to expedite, delay, or cancel orders based on updated planning data.
MRP systems produce secondary reports for management planning. These include exception reports for shortages, performance reports for deliveries, and cash flow forecasting based on purchasing commitments.
Benefits of Material Requirements Planning
Implementing MRP transforms how a manufacturing business manages inventory and production. The benefits reach across departments, from the warehouse to the finance team.
Optimized inventory levels and reduced carrying costs: MRP orders materials only when needed, eliminating excess safety stocks, reducing warehousing fees, insurance costs, and obsolescence risk.
- Improved customer service and on-time delivery: MRP ensures materials are completed on schedule, preventing stockouts & production bottlenecks, while also improving client relationships.
- Enhanced production efficiency and machine utilization: On-time materials ensure production runs smoothly. Intelligent lot sizing groups similar runs together, optimizing setup time and equipment effectiveness.
- Reduce waste: MRP helps manufacturers purchase and produce based on actual demand. This reduces excess inventory, material waste, and unnecessary production costs.
- Faster response to demand changes and market shifts: MRP helps businesses adjust purchasing and production plans as demand changes. Better visibility across materials and inventory supports faster decision-making during market shifts.
- Better supplier relationships and purchasing power: MRP shares visibility of future material requirements for teams & suppliers, often resulting in volume discounts, better pricing terms, and more reliable schedules.
- Accurate costing and financial planning: MRP tracks every component, providing accurate data that consequently supports profitable pricing strategies, BOM cost reviews, and precise cash flow projections.
Challenges of Traditional MRP Systems
Traditional standalone MRP systems come with inherent limitations. Understanding these challenges helps manufacturers avoid common planning pitfalls.
1. The “Garbage In, Garbage Out” Vulnerability
Traditional MRP depends entirely on accurate input data. If a warehouse worker forgets to log a scrapped component, or a BOM is updated without notifying the planning team, all calculations become flawed.
Maintaining data integrity across a complex manufacturing business is one of the most demanding aspects of running a traditional MRP system.
2. System Nervousness
Traditional MRP systems are highly sensitive to changes in the Master Production Schedule. A small adjustment at the top level can trigger a large, cascading wave of changes through all BOM levels below it.
This can generate hundreds of rescheduling messages for buyers and planners, creating significant administrative disruption.
3. Infinite Capacity Assumption
Early MRP systems calculate material needs based on lead times but assume the factory has unlimited machine and labor capacity. This can produce schedules that are materially correct but physically impossible to execute on the shop floor.
Manufacturers must integrate capacity planning alongside MRP to align production schedules with actual factory throughput.
4. Lack of Integration
Legacy MRP systems operated separately from financial, CRM, and HR platforms. Data had to be manually re-entered across systems, increasing error risk and limiting management visibility.
This prevented business leaders from getting a complete view of performance across departments.
MRP vs ERP: What’s the Difference?
MRP and ERP are related but represent different scopes of business management technology. Understanding how MRP evolved into ERP clarifies what a factory management software can do.
MRP I, developed in the 1970s, focused on material calculations, inventory management, and production scheduling. MRP II expanded this in the 1980s to include capacity planning and basic financial modules.
ERP emerged in the 1990s as a unified system covering core business processes. While it contains an MRP engine, it also includes finance, HR, supply chain, CRM, and procurement modules within one platform.
To use a direct comparison: MRP is part of ERP and handles material calculations and production scheduling. ERP does all of that while also connecting every other department within the business.
Most manufacturers today implement ERP systems with integrated MRP capabilities rather than purchasing standalone MRP software. This approach eliminates the data silos that limited legacy systems.
Key Features of Modern MRP Software
Modern MRP systems are embedded within ERP platforms and have resolved the core limitations of legacy systems. Cloud computing, advanced algorithms, and deep integration define their capabilities today.
1. Real-time inventory visibility
Modern MRP integrates with warehouse management systems using barcode scanners, RFID tags, and IoT sensors. When a material is consumed or a finished good is dispatched, inventory records update instantly.
This eliminates the blind spots that cause stockouts and allows planners to make decisions based on accurate, current data. End-of-month physical counts are no longer the only source of inventory truth.
2. Production planning and scheduling
Modern production planning incorporate Finite Capacity Scheduling (FCS). When a work order is generated, FCS checks the availability of machines, tools, and labor before committing to a schedule.
Interactive Gantt charts and drag-and-drop interfaces allow production managers to visually balance workloads across the factory floor.
If a machine is under maintenance, the system reroutes production automatically to alternative workstations.
3. What-if scenario planning
Advanced MRP software includes scenario planning tools that allow manufacturers to simulate supply chain disruptions before they occur.
Planners can model supplier delays, demand spikes, or capacity changes to test operational resilience.
The system recalculates the full material and capacity plan for each scenario, highlighting potential bottlenecks in advance. This supports proactive risk management rather than reactive problem-solving.
How MRP Software Helps Australian Businesses
Australian manufacturers depend heavily on imported materials, making long & unpredictable lead times a regular operational challenge. MRP systems can plan orders to maintain production continuity.
According to the Australian Bureau of Statistics, manufacturing employs over 850,000 workers and contributes a significant share of economic output. Supply disruptions carry significant consequences for operations.
Fluctuating freight costs and port delays add further complexity. MRP software helps Australian businesses maintain accurate cost models & buffer stock calculations despite these variables.
Multi-site manufacturers benefit from cloud-based MRP, which synchronizes inventory and data across locations in real time. This is valuable for businesses operating across multiple states with differing lead times.
Businesses such as BlueScope Steel manage complex material procurement across global supply chains.
MRP provides the planning that aligns production with demand while managing the long supplier lead times common in Australian heavy industry.
Currency fluctuations also affect the cost of imported components, which impacts purchasing timing. Modern MRP systems help procurement teams factor these variables into order scheduling to protect margins.
Industry Use Cases for MRP Systems
While MRP is a universal concept in manufacturing, its application varies significantly by sector. Understanding how different industries use MRP helps identify the most relevant configurations for your operation.
1. Automotive Manufacturing
Automotive manufacturing requires thousands of dependent components per vehicle. MRP integrates with Just-In-Time philosophies to sequence parts onto the assembly line exactly when needed.
This minimizes warehousing costs and reduces obsolescence risk when vehicle models are updated or discontinued. Sequencing accuracy is critical in facilities where delays in one station halt the entire line.
2. Electronics and High-Tech
Electronics manufacturers face rapid product lifecycles, volatile demand, and supply chains vulnerable to global disruptions such as microchip shortages. MRP tracks component substitutions to keep production lines running.
If a specific component is unavailable, the MRP system identifies approved alternatives within the BOM. This prevents production halts while maintaining quality assurance for final products.
3. Food and Beverage (Process Manufacturing)
FnB manufacturing uses process-based BOMs structured as formulas rather than lists. MRP manages perishable inventory and tracks expiration dates to reduce waste and maintain compliance.
It calculates exact ingredient requirements based on batch yields and ensures adherence to health and safety regulations. This supports consistent product quality across large production volumes.
4. Aerospace and Defense
Aerospace manufacturing uses highly complex BOMs and requires strict traceability for regulatory compliance & quality assurance. Lead times for materials such as aerospace-grade titanium can span months or years.
MRP ensures purchase orders for long-lead items are placed well in advance, aligning with multi-year production schedules. Every component must be traceable to its original supplier for certification and audit purposes.
Step-by-Step MRP Implementation Guide
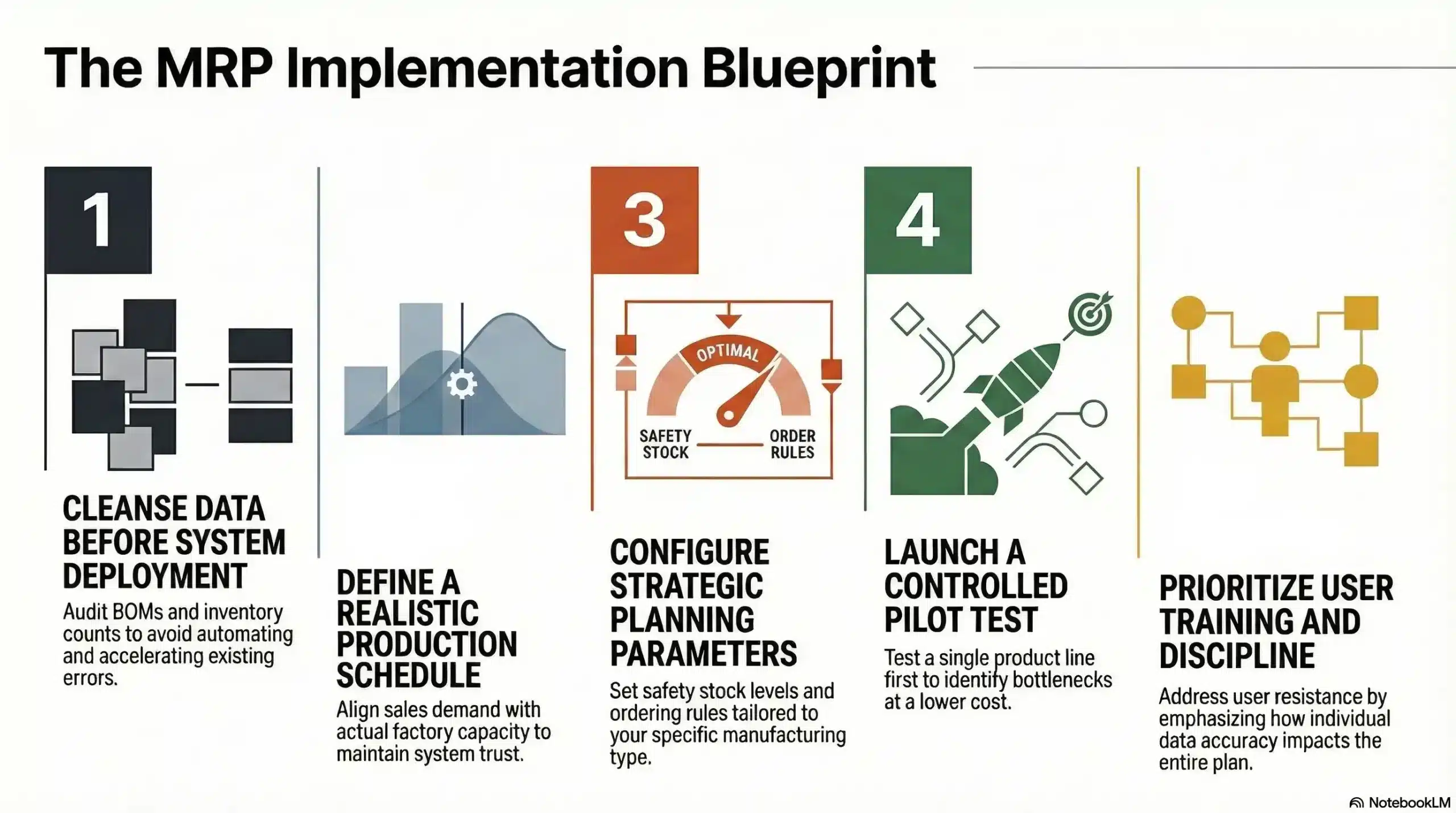
Transitioning to an MRP system requires more than installing software. It demands alignment across people, processes, and technology throughout the entire rollout.
Step 1: Data Cleansing and Preparation
Before implementing MRP, audit and cleanse all existing data. Every BOM must be accurate, physical inventory counts must be verified, and supplier lead times must be current.
Deploying MRP with flawed data will only automate and accelerate existing errors across purchasing and production. Data quality is not optional; it is the foundation of the entire system.
Step 2: Defining the Master Production Schedule (MPS)
The MPS must be established with clear, realistic production targets based on sales data, demand forecasts, and current order backlogs. This requires close collaboration between the sales and production teams.
The MPS must reflect what the factory can actually produce, not just what the business would like to sell. An overstated MPS generates unachievable work orders and undermines trust in the system.
Step 3: Software Selection and Configuration
Choose an MRP solution that fits your manufacturing type, whether discrete or process, and your business size. Modern MRP functionality is typically bundled within a broader ERP system rather than sold as a standalone tool.
During configuration, set safety stock levels, define ordering rules such as lot-for-lot or fixed order quantities, and establish routing steps. These parameters shape every planning output the system produces.
Step 4: Pilot Testing
Never deploy MRP across the entire facility at once. Select a single product line or component family to run a controlled pilot test before any broader rollout.
This approach allows you to identify calculation errors, missing BOM data, and workflow bottlenecks without disrupting operations. Issues found here are far cheaper to fix than after deployment.
Step 5: Training and Change Management
User resistance is one of the most common failure points in implementation. Staff, inventory clerks, and procurement officers must be trained on both the software and the discipline it requires.
Staff must understand not just how to use the system, but why data accuracy matters at every step. A single unlogged, scrapped part can corrupt calculations across the entire production plan.
Common Pitfalls and How to Avoid Them
Even with a robust MRP system in place, manufacturers can undermine performance by falling into avoidable operational traps. Awareness of these pitfalls supports sustained planning accuracy across the business.
1. The “Garbage In, Garbage Out” (GIGO) Dilemma
If inventory records show 500 units of a component when only 50 are physically available, the MRP system will not trigger a purchase order. The result is a direct and entirely avoidable stockout.
Implement a rigorous cycle counting program where a small portion of inventory is counted daily or weekly. This maintains perpetual accuracy without requiring a full facility shutdown for an annual count.
2. Ignoring Capacity Constraints
Basic MRP systems calculate material needs but assume unlimited labor and machine capacity. If MRP plans for 1,000 units on Tuesday but machines can only produce 500, the schedule will fail regardless of material availability.
Manufacturers must integrate Capacity Requirements Planning (CRP) alongside MRP to ensure material availability aligns with factory throughput. Material planning & capacity planning must not work in isolation.
3. Overcomplicating the Bill of Materials
A BOM needs to be accurate but not unnecessarily deep. Too many sub-assembly levels cause the MRP system to generate an excessive number of discrete production orders, burying floor managers in paperwork.
Flatten the BOM wherever items are logically assembled in a single continuous process. This simplifies planning output and reduces the administrative load on the production floor.
4. The Set-and-Forget Mentality
Supply chains change constantly. A supplier who previously delivered in two weeks may now take four weeks due to freight constraints or capacity issues at their facility.
If lead times are not updated in the MRP system, it will continue ordering based on outdated assumptions, causing chronic material shortages. Review supplier performance regularly and adjust system parameters accordingly.
Advanced MRP Practices and Future Trends
Manufacturing technology continues to evolve, and MRP systems are advancing alongside it. Forward-thinking businesses are adopting methods that make supply chains more resilient and responsive to real conditions.
1. Demand-Driven MRP (DDMRP)
Traditional MRP relies on long-term sales forecasts, which are often inaccurate in volatile markets. Demand-Driven MRP shifts the focus to actual sales orders rather than projected demand.
DDMRP places inventory buffers at critical points in the supply chain to absorb demand spikes and supply shocks. Production and purchasing are only triggered when these buffers are depleted to a defined threshold level.
2. Integration with the Internet of Things (IoT)
IoT sensors on the production floor allow MRP systems to achieve real-time material visibility without manual input. Smart bins with weight sensors can automatically notify the MRP system when stock falls below a defined level.
Machine sensors can also update production progress in real time, allowing the MRP to adjust schedules dynamically if a machine goes offline or a process runs behind plan.
3. Artificial Intelligence and Machine Learning
Machine learning algorithms analyze historical data to identify patterns in supplier delays, seasonal demand, and production bottlenecks. This supports more accurate planning than relying on static rules and fixed averages alone.
AI-enhanced MRP can dynamically adjust safety stock levels based on predictive risk models rather than fixed quantities. This continuously optimizes inventory levels without requiring manual recalculation.
4. Cloud-Based Collaboration
Cloud-based MRP breaks down silos between departments and external supply chain partners. Suppliers can access a dedicated portal to view upcoming material requirements and plan their own production schedules accordingly.
This level of transparency strengthens supplier relationships and creates a more synchronized, resilient supply chain. It also enables geographically dispersed teams to work from the same live data simultaneously.
Conclusion
MRP eliminates guesswork by aligning materials, production, and demand using accurate data. It ensures components arrive exactly when needed, reducing delays, stockouts, and excess inventory.
When integrated into modern ERP systems, MRP adds real-time visibility and smarter planning. With disciplined data management, it directly improves efficiency, cost control, and on-time delivery.
This is a must-have for manufacturing business trying to achieve operational excellence. If you are interested in implementing your own system, you should reach our expert to get free consultation with us and start today.
Frequently Asked Question
MRP focuses specifically on material calculations, inventory management, and production scheduling. ERP is a broader system that includes MRP as a core module while also covering finance, HR, CRM, sales, and procurement in one unified platform.
The three primary inputs are the Bill of Materials (BOM), which lists all components needed to build a product; inventory records, which track what is available, allocated, or on order; and the Master Production Schedule (MPS), which defines what the factory plans to produce and when.
Yes. MRP systems are scalable and available through cloud-based ERP platforms accessible to businesses of various sizes. Small and mid-sized manufacturers benefit from reduced stockouts, improved scheduling, and lower inventory carrying costs even with simpler implementations.
Modern MRP systems generate action messages when conditions change, recommending that teams expedite, delay, or cancel orders based on updated data. Advanced systems also offer what-if scenario planning tools to simulate disruptions and identify bottlenecks before they affect production.
Traditional MRP relies on long-term demand forecasts, which can be inaccurate in volatile markets. DDMRP places inventory buffers at critical supply chain points and only triggers replenishment when those buffers are depleted, making the system more responsive to actual demand rather than projected demand.


